
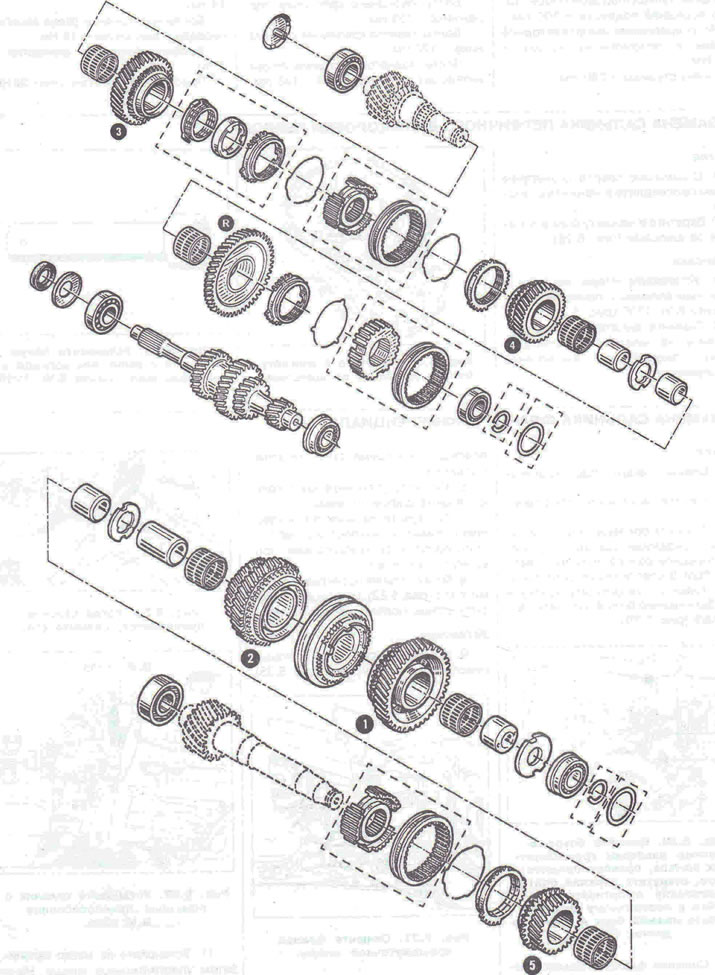
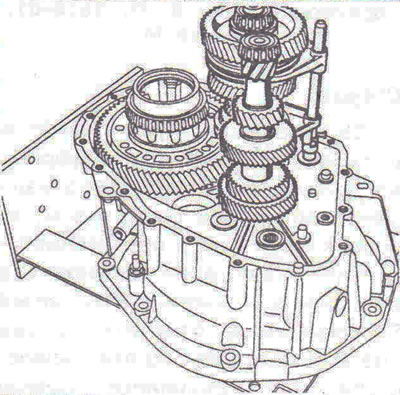
фиг. 5.34. Валове за ръчна трансмисия RK5.
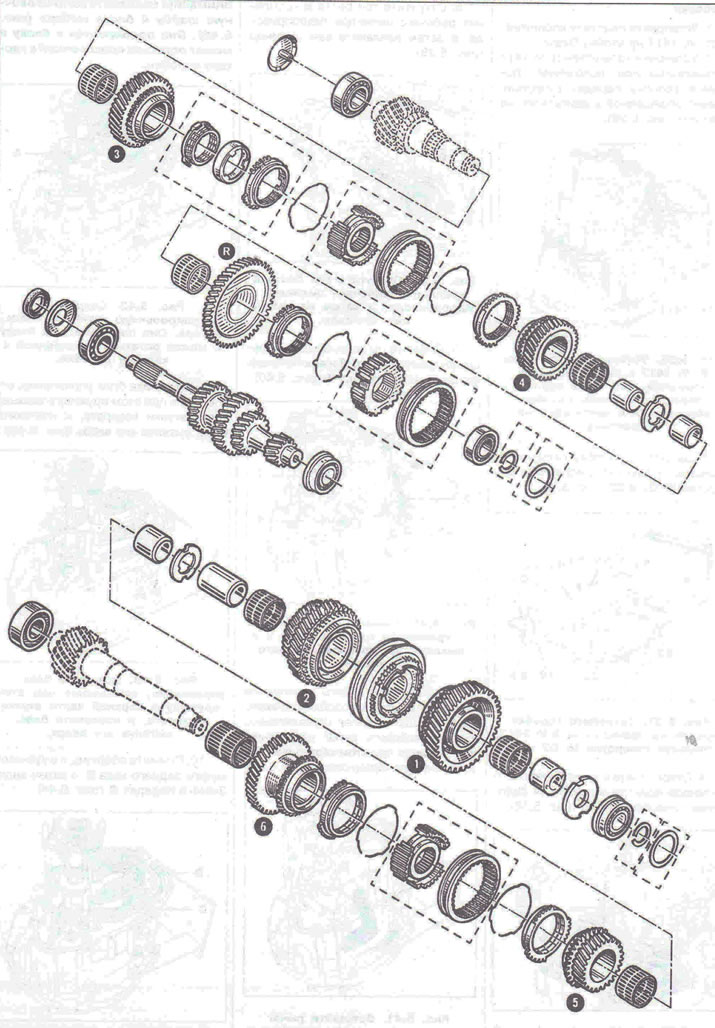
фиг. 5.35. Валове за ръчна скоростна кутия RK6.
Разглобяване
1. Монтирайте планката на конзолата B. Vi. 1417 за стелаж Desvil.
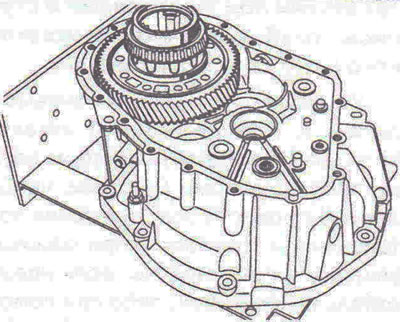
2. Със скоба B. Vi 1417 в хоризонтално положение, поставете скоростната кутия със страната, която нормално гледа към двигателя, върху плочата (фиг. 5.36).
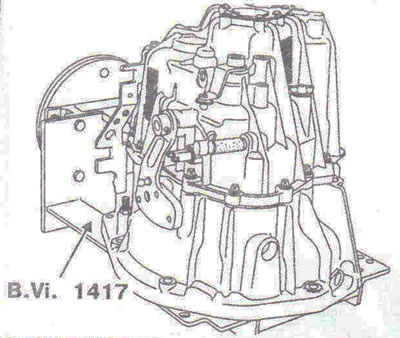
фиг. 5.33. Със скоба B. Vi 1417 в хоризонтално положение, поставете скоростната кутия върху плочата със страната, която нормално гледа към двигателя.
3. Монтирайте скоростната кутия върху конзолата B.Vi.1417, като използвате отвори № G2 и Z2 (фиг. 5.37).
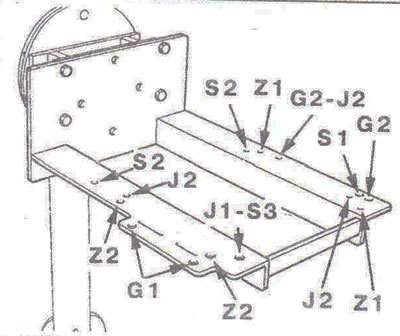
фиг. 5.37. Прикрепете скоростната кутия към скобата B.Vi.1417, като използвате отвори № G2 и Z2.
4. Разкачете фитинга C на работния цилиндър за освобождаване на съединителя, като премахнете скобата 3 (фиг. 5.38).
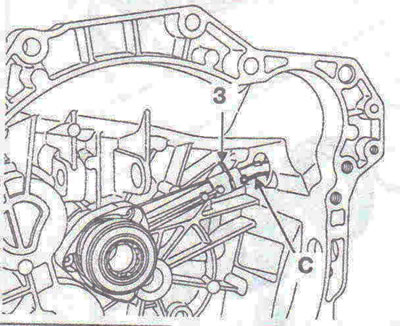
фиг. 5.38. Разкачете фитинга C на работния цилиндър за освобождаване на съединителя, като премахнете скобата 3.
5. Развийте трите болта B, закрепващи работния цилиндър на хидравличното задвижване, и след това извадете самия цилиндър (фиг. 5.39).
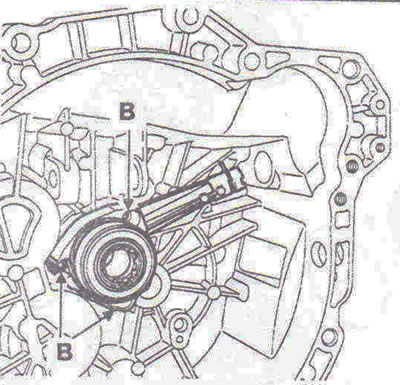
фиг. 5.39. Развийте трите болта B, закрепващи работния цилиндър на хидравличното задвижване, и след това извадете самия цилиндър.
6. Отстранете скоростния лост 1, скобата на кабела за задвижване 2 и превключвателя на светлините за заден ход 4 (фиг. 5.40).
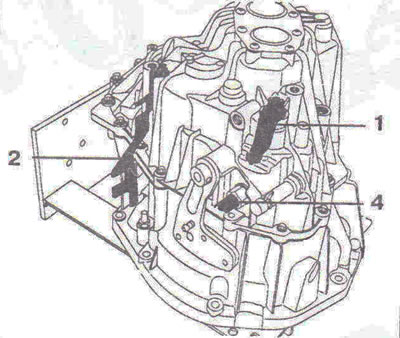
фиг. 5.40. Свалете скоростния лост 1, скобата на кабела за задвижване 2 и превключвателя на светлините за заден ход 4.
7. Развийте болтовете, закрепващи съединителя на кабела на трансмисията.
8. Завъртете лоста за превключване, за да освободите контролния лост, повдигайки картера нагоре, и след това отстранете напълно картера (фиг. 5.41).
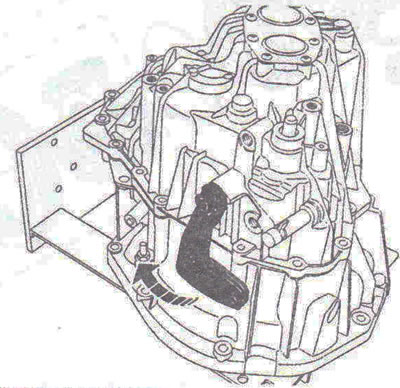
фиг. 5.41. Завъртете лоста за превключване, за да освободите лоста за управление, повдигайки картера нагоре, и след това извадете напълно картера.
внимание! Запазете подложка A на селекторния блок (Фиг.5.42). Той се доближава до блока и може да остане залепен за корпуса на кутията.
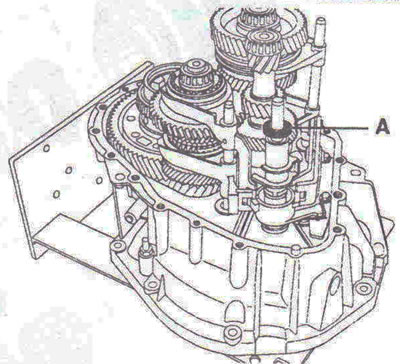
фиг. 5.42. Запазете подложката A на селекторния блок. Той се доближава до блока и може да остане залепен за корпуса на кутията.
9. Завъртете контролния блок, като разкачите пружината в горната част на възвратната втулка и извадете модула, като го издърпате нагоре (фиг. 5.43).
фиг. 5.43. Завъртете контролния блок, докато освобождавате пружината в горната част на връщащата втулка и извадете модула, като го издърпате нагоре.
10. Свалете задната ос и зъбното колело B, а след това и вилицата C на 3-та/4-та предавка (фиг. 5.44).
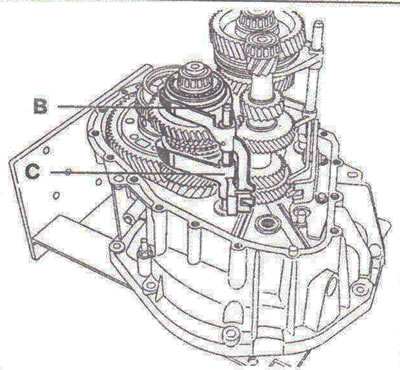
фиг. 5.44. Отстранете задната ос и модула на зъбното колело B, а след това и вилицата C на 3-та/4-та предавка.
11. Отстранете синхронизаторите на 1-ва/2-ра и 5-та/6-та предавка и късия изходящ вал (фиг. 5.45).
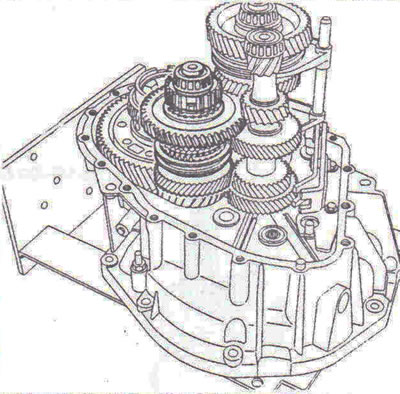
фиг. 5.45. Отстранете синхронизаторите на 1-ва/2-ра и 5-та/6-та предавка и късия изходящ вал.
12. Отстранете дългия изходен вал/възел на вилка и входящия вал (фиг. 5.46).
фиг. 5.46. Свалете дългия изходен вал/възел на вилка и входящия вал.
13. Свалете предавката (фиг. 5.47).
фиг. 5.47. Свалете предавката.
Сваляне на зъбни колела (дълъг изходен вал)
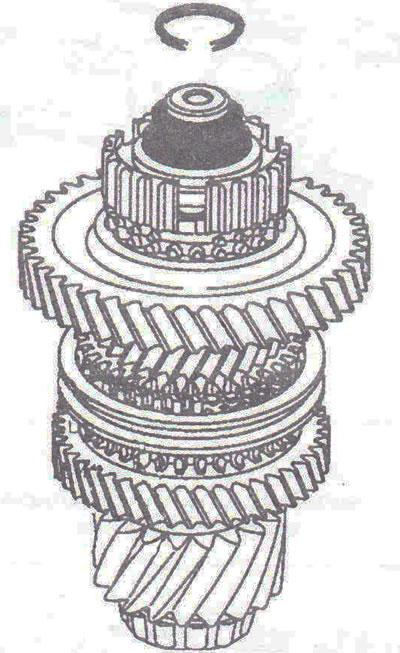
14. Разкачете пружинния пръстен (фиг. 5.48).
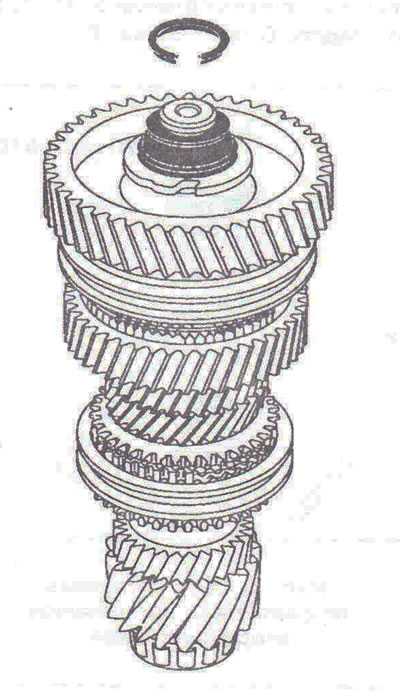
фиг. 5.48. Разкачете фиксиращия пръстен.
Забележка. За да премахнете зъбното колело, трябва да счупите клетката на лагера.
15. Отстранете модула с помощта на преса «венец-зъбно колело-съединител», опирайки теглича под предавката на 2-ра предавка (фиг. 5.49).
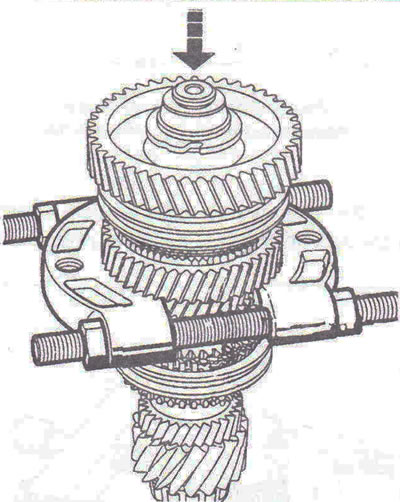
фиг. 5.49. Отстранете модула с помощта на преса «венец-зъбно колело-съединител», опирайки теглича под предавката на 2-ра предавка.
16. Отстранете модула с помощта на преса «венец-зъбно колело-съединител», поставяне на инструмент B. Vi под зъбно колело на 6-та или 5-та предавка, в зависимост от вида на скоростната кутия. 1510-01, индекс L и теглич (фиг. 5.50).
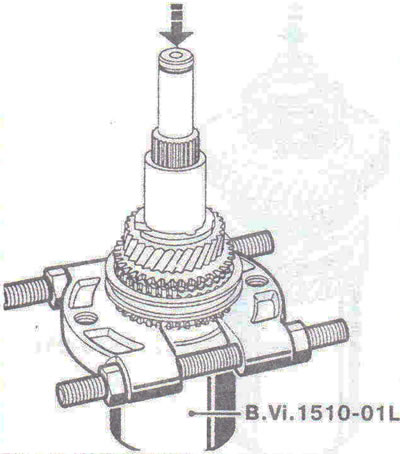
фиг. 5.50. Отстранете модула с помощта на преса «венец-зъбно колело-съединител», поставяне на инструмент B. Vi под зъбно колело на 6-та или 5-та предавка, в зависимост от вида на скоростната кутия. 1510-01, индекс L и теглич.
17. Поставете парцал вътре в устройството, на дъното, за да смекчите падането на вала, след като бъде извадено.
Сваляне на зъбни колела (къс изходящ вал)
18. Разкачете пружинния пръстен (фиг. 5.51).
фиг. 5.51. Разкачете фиксиращия пръстен.
Забележка. За да премахнете зъбното колело, трябва да счупите клетката на лагера.
19. Отстранете модула с помощта на преса «венец-зъбно колело-съединител», като поставите инструмент B. Vi под зъбно колело на 3-та предавка. 1510, индекс L (фиг. 5.52).
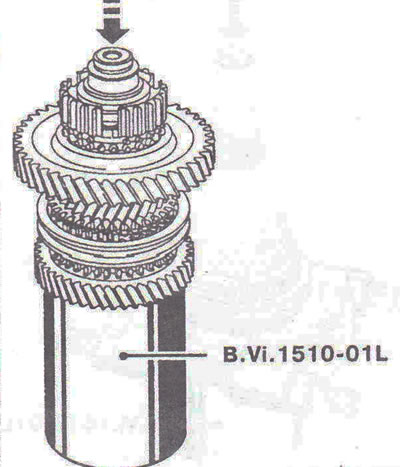
фиг. 5.52. Отстранете модула с помощта на преса «венец-зъбно колело-съединител», поставяне на инструмент B. Vi.1510, индекс L, под зъбно колело 3-та предавка.
20. Поставете парцал вътре в устройството, на дъното, за да смекчите падането на вала, след като бъде извадено.
Сваляне и монтиране на лагери
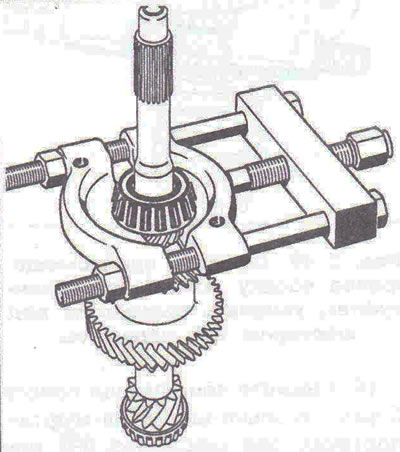
21. Отстранете лагерите с помощта на преса с помощта на теглич (фиг. 5.53a, b).
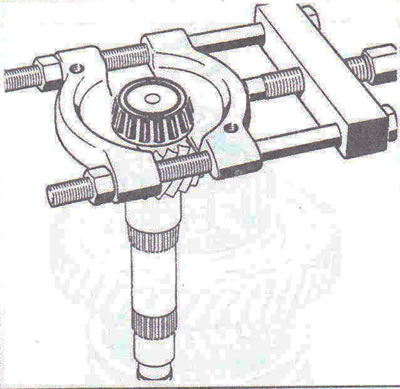
фиг. 5.53а. Премахване на лагерите на дългия изходящ вал.
фиг. 5.53b. Премахване на лагерите на късия изходящ вал.
22. Монтирайте лагерите с помощта на инструмент B. Vi. 1510-01, индекс О (фиг. 5.54a, b).
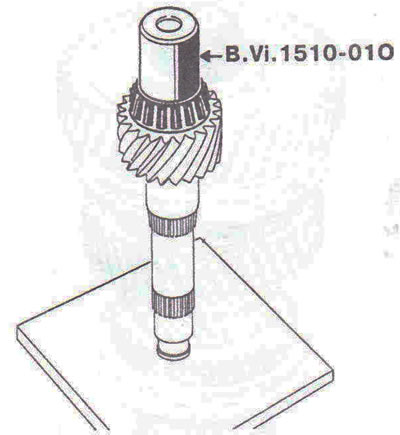
фиг. 5.54a. Монтиране на лагери на дълъг вторичен вал.
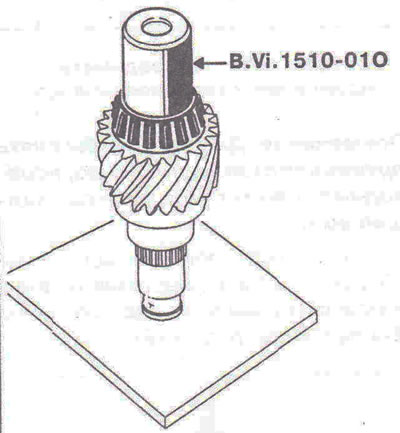
фиг. 5.54b. Монтиране на лагери на къс вторичен вал.
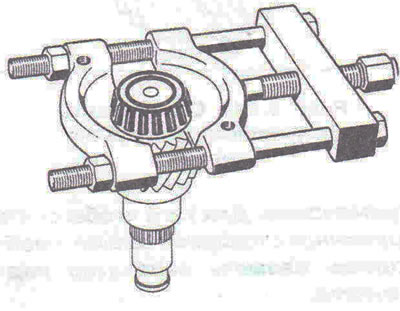
23. Отстранете лагерите с помощта на преса с помощта на теглич (фиг. 5.55)
фиг. 5.55. Отстранете лагерите с помощта на преса с помощта на теглич.
24. Монтирайте лагерите с помощта на инструмент B. Vi. 1510-01, индекс М (фиг. 5.56).
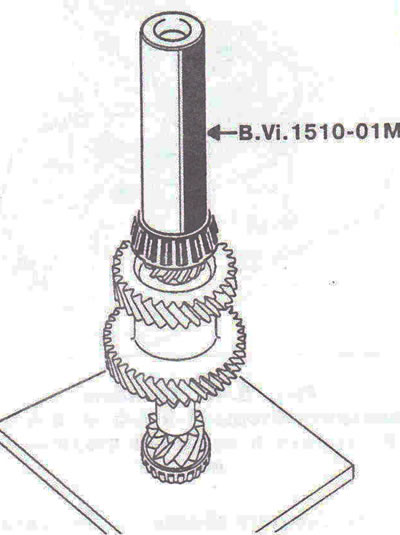
фиг. 5.56. Монтирайте лагерите с помощта на инструмент B. Vi. 1510-01, индекс М.
Сглобяване
25. Зъбите на зъбните колела и съединителите не трябва да имат никакви цепки и не трябва да бъдат прекомерно износени. Също така се уверете, че повърхностите на вала и вътрешните повърхности на зъбните колела са без триене и прекомерно износване. Препоръчва се да се маркира позицията на зъбните съединители спрямо главините. Лагерите трябва да се сменят веднага щом станат забележими драскотини или горещи точки или когато настъпи прекомерно износване.
Монтаж на съоръжения
внимание! Подмяната на части като втулки на зъбни колела и главини изисква промяна на реда на монтаж по-долу.
26. Измерете височината на частта, която се подменя, и частта, която се монтира. Ако разликата между размерите на двете части надвишава 0,025 мм, е необходимо да се регулира монтажната дистанция. Чрез увеличаване на дебелината му, ако новата част е по-ниска от старата, или чрез намаляване на дебелината й, ако новата част е по-висока от старата.
Таблица 5.1 показва пример за изчисляване на стойността на нов монтажен дистанционер, който трябва да се определи след смяна на втулките под зъбните колела или главините.
Таблица 5.1. Пример за изчисляване на стойността на нов монтажен дистанционер, който трябва да се определи след смяна на втулките под зъбните колела или главините
| детайл | Резервна част | Нова част | Разлика |
| Смяна на пръстени или главини на дълъг изходящ вал | |||
| Втулка под 6-та скорост | А | А | - |
| Хъб (5/6) | b | IN | - |
| Дълъг пръстен за 2-ра скорост | с | СЪС | - |
| Хъб (1/2) | d | D | - |
| Подложка | X | X = x± (а-а) ± (б-б) ± (с-с) ± (d-D) | - |
| Смяна на пръстени или главини на къс изходящ вал | |||
| Втулка под 4-та скорост | А | А | - |
| Втулка под задна скорост | b | IN | - |
| Хъб (3-4) | с | СЪС | - |
| Обратна главина | d | D | - |
| Подложка | X | X = x± (ааа) ± (B-b) ± (Ссс) ± (D-d) | - |
Пример. Смяна на втулката под задната предавка на късия вторичен вал
| детайл | Резервна част | Нова част | Разлика |
| Втулка под 4-та скорост | А | А | |
| Втулка под задна скорост | b (30.802) | IN (30.830) | |
| Хъб (3-4) | с | СЪС | + 0.028 |
| Обратна главина | d | D | |
| Уплътнение Резултат | 2.10 | X = x± (ааа) ± (Б-б) ± (Ссс) ± (D-d) х = 2,10-0,028 = 2,028 |
Знаейки, че дебелината на подложката варира от 0,020 до 0,20, в този пример ще изберете подложка с дебелина 2,02.
Инсталиране на зъбни колела с дълъг изходящ вал
27. Монтирайте иглен лагер A, 6-та предавка B и неговия синхронизиращ пръстен (Ръчна скоростна кутия RK6) (фиг. 5.57). С помощта на устройство B. Vi. 1510-01, индекс N, пасва на главината на съединителя C на 6-та/5-та предавка (Подравнете жлебовете на главината с жлебовете на пръстена на синхронизатора, така че да съвпадат). С помощта на устройство B. Vi. 1510-01, индекс N, пасва на втулката D на зъбното колело на 5-та предавка (осигуряват налягане от 5 тона в края на пресоването).
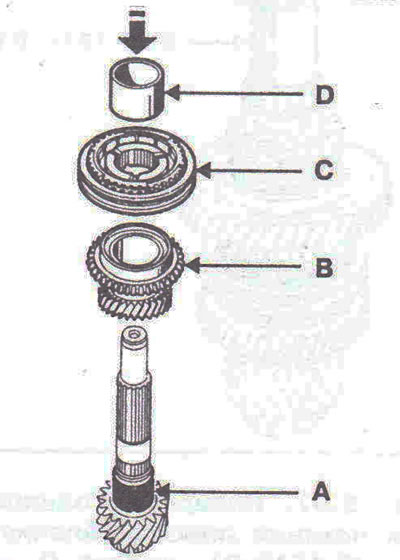
фиг. 5.57. Монтирайте иглен лагер A, 6-та предавка B, 6-та/5-та предавка главина C, 5-та предавка главина D.
28. Монтирайте игления лагер E и 5-та предавка, както и неговия синхронизиращ пръстен F (фиг. 5.58). Монтирайте оформената шайба G. С помощта на инструмент B. Vi. 1510-01, индекс N, пасва на втулката N на предавката на 2-ра предавка (осигуряват налягане от 5 тона в края на пресоването).
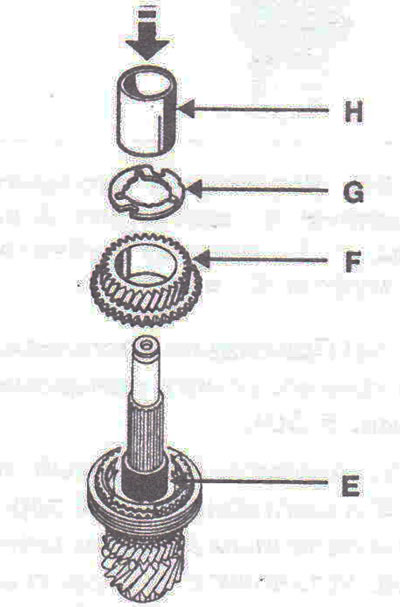
фиг. 5.58. Монтирайте иглен лагер E, синхронизиращ пръстен F, профилна шайба G, втулка H на 2-ра предавка.
29. Монтирайте иглен лагер I, 2-ра предавка J с монтирани триконусни синхронизиращи пръстени (фиг. 5.59).
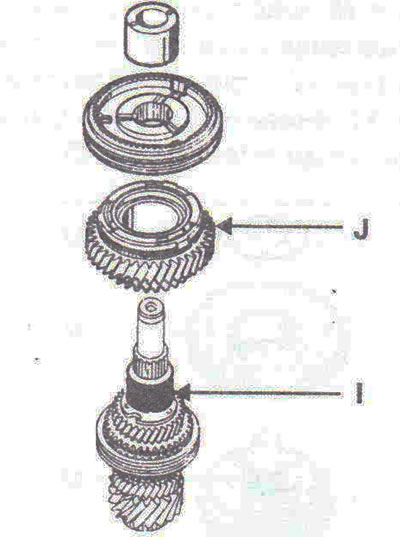
фиг. 5.59. Монтирайте иглен лагер I, 2-ра предавка J с монтирани 3-конусни синхронизиращи пръстена.
внимание! Правилно позиционирайте прорезите на триконусния синхронизатор (фиг. 5.60).
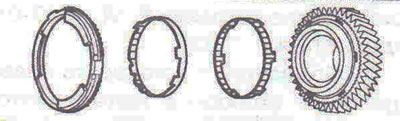
фиг. 5.60. Правилно позиционирайте прорезите на триконусния синхронизатор.
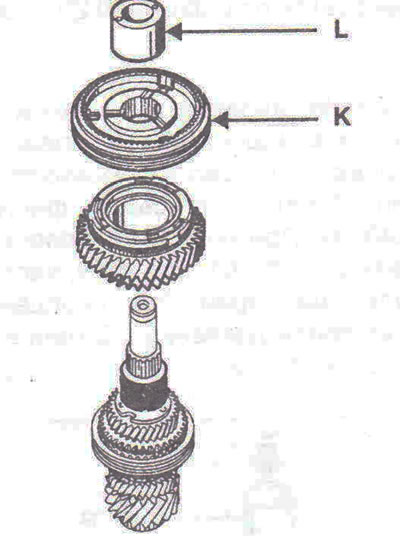
30. С помощта на устройство B. Vi. 1510-01, индекс N, монтирайте главината на зъбния съединител 1-ва/2-ра предавки K, подравнете вдлъбнатините на главината с вдлъбнатините на пръстена на синхронизатора, така че да съвпадат (фиг. 5.61). С помощта на устройство B. Vi. 1510-01, индекс N, подходяща втулка L на 1-ва предавка (пин дупки нагоре) (осигуряват налягане от 5 тона в края на пресоването).
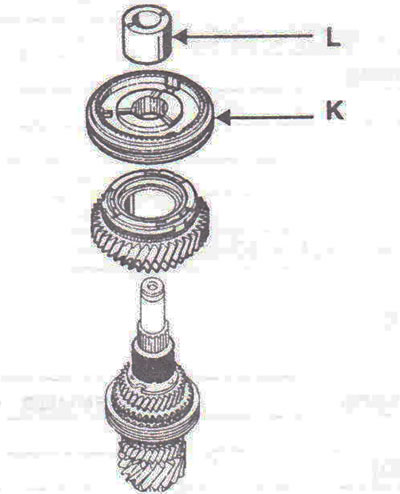
фиг. 5.61. Монтирайте главината K на съединителя на 1-ва/2-ра предавка, втулка L.
внимание! Дългото рамо на главината е разположено от страната на 2-ра предавка.
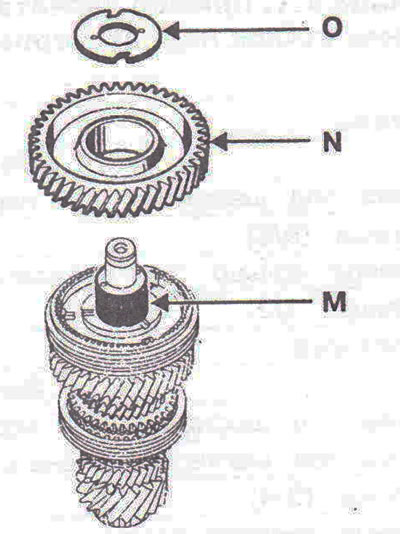
31. Монтирайте игления лагер M, 1-ва предавка N с монтираните върху него триконусни синхронизиращи пръстени (фиг. 5.62). Поставете оформена шайба с отвори за щифтове O.
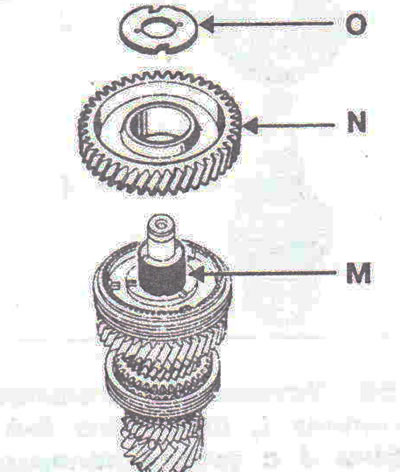
фиг. 5.62. Монтирайте игления лагер M, зъбно колело N на 1-ва предавка и профилна шайба с отвори за щифтовете O.
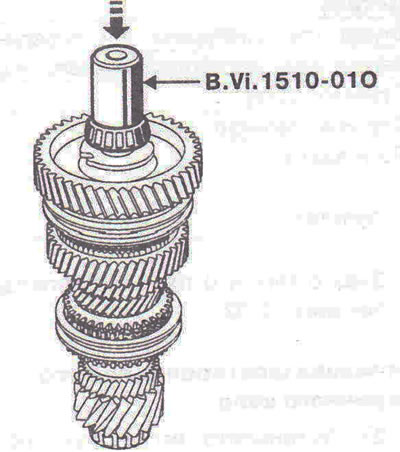
32. Монтирайте лагера с помощта на инструмент B. Vi. 1510-01, индекс О (фиг. 5.63).
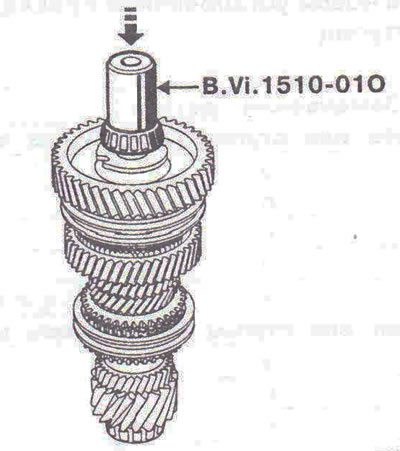
фиг. 5.63. Монтирайте лагера с помощта на инструмент B.Vi. 1510-01, индекс О.
33. Изберете и монтирайте нов закопчаващ пръстен, който ще пасне точно в жлеба (трябва да пасне плътно в него).
Монтиране на къси предавки на изходящия вал
34. Монтирайте иглен лагер A, 3-та предавка B с монтирани триконусни синхронизиращи пръстени (фиг. 5.64). С помощта на устройство B. Vi. 1510-01, индекс N, пасва на главината на зъбния съединител C на 3-та/4-та предавки. С помощта на устройство B. Vi. 1510-01, индекс N, подходяща втулка D на 4-та предавка (осигуряват налягане от 5 тона в края на пресоването).
фиг. 5.64. Монтирайте иглен лагер A, 3-та предавка B, зъбна главина C, втулка D.
внимание! Правилно позиционирайте прорезите на триконусния синхронизатор (фиг. 5.60).
35. Монтирайте иглен лагер Е и зъбно колело (F) 4-та скорост с монтиран синхронизиращ пръстен. Монтирайте оформената шайба G. С помощта на инструмент B. Vi. 1510-01, индекс N, пасваща втулка N на задната предавка (осигуряват налягане от 5 тона в края на пресоването) (фиг. 5,65).
фиг. 5,65. Поставете иглен лагер E, профилна шайба G, втулка H.
36. Монтирайте иглен лагер I, задна предавка J с монтиран синхронизиращ пръстен (фиг. 5.66). С помощта на устройство B. Vi. 1510-01, индекс N, пасва на главината на съединителя K за заден ход.
фиг. 5.66. Монтирайте иглен лагер I, задна предавка J, главина за задна предавка K.
37. Монтирайте лагера с помощта на инструмент B. Vi. 1510-01, индекс О (фиг. 5.67).
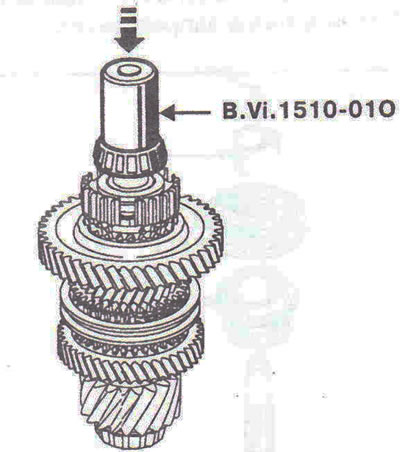
фиг. 5.67. Монтирайте лагера с помощта на инструмент B.Vi. 1510-01, индекс О.
38. Изберете и монтирайте нов пръстен, който ще пасне точно в жлеба (трябва да пасне плътно в него).
Коментари на посетители