
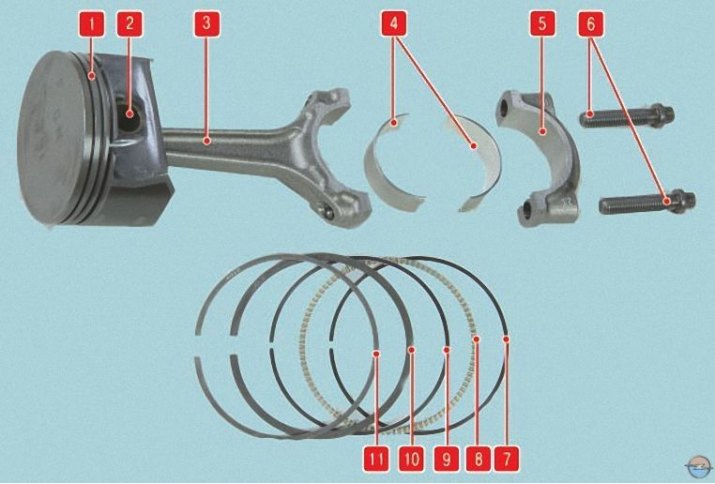
Ryža. 1. Podrobnosti o ojnici a skupine piestov: 1 - piest; 2 - piestny čap; 3 - ojnica; 4 - vložky; 5 – kryt ojnice; 6 – skrutky upevnenia krytu tyče; 7, 9 - krúžky na stieranie oleja; 8 - expandér krúžkov na stieranie oleja; 10 - spodný kompresný krúžok; 11 - horný kompresný krúžok
Budete potrebovať: prenosná lampa, súprava plochých sond, pravítko, posuvné meradlo, posuvné meradlo, mikrometer, škrabka.
1. Očistite hlavu piestu od usadenín uhlíka. Ak má piest škrabance, stopy vyhorenia, hlboké škrabance, praskliny, piest vymeňte. Vyčistite drážky pre piestne krúžky. Je vhodné to urobiť s kúskom starého prsteňa.

2. Pomocou vhodného kusu drôtu vyčistite otvory na vypúšťanie oleja v pieste.

3. Skontrolujte vôle piestu medzi krúžkami a drážkami, pričom krúžky najskôr očistite od usadenín. Medzery by mali byť nasledovné:
- 0,04–0,075 mm pre horný kompresný krúžok;
- 0,03–0,07 mm pre spodný kompresný krúžok;
- 0,03–0,13 mm pre krúžok na stieranie oleja.
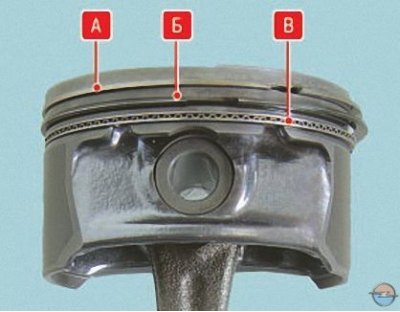
Takže krúžky sú umiestnené na pieste: A - horný kompresný krúžok; B - spodný kompresný krúžok; B - krúžok na stieranie oleja.
4. Najpresnejšie medzery je možné určiť meraním krúžkov a drážok na pieste. Za týmto účelom zmerajte hrúbku krúžkov mikrometrom na niekoľkých miestach po obvode, potom pomocou sady spáromerov zmerajte šírku drážok aj na niekoľkých miestach po obvode. Vypočítajte priemerné klírensy (rozdiel medzi hrúbkou krúžku a šírkou drážky). Ak aspoň jedna z medzier presahuje maximálnu povolenú hodnotu, vymeňte piest za krúžky.
5. Skontrolujte valce na oboch stranách. Škrabance, škrabance a praskliny nie sú povolené.
Poznámka. Pri obhliadke odporúčame osvetliť zrkadlá valcov prenosnou lampou, závady tak vidno oveľa lepšie.

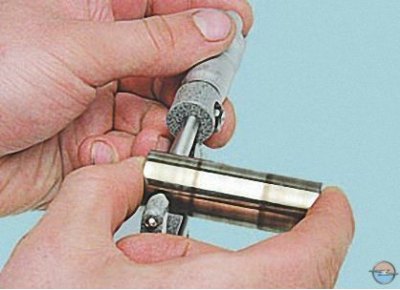
6. Zmerajte medzery v zámkoch krúžkov vložením krúžku do špeciálneho tŕňa. Ak tam nie je tŕň, vložte krúžok do valca, v ktorom fungoval (alebo bude fungovať, ak je prsteň nový), zasuňte piest ako tŕň do valca tak, aby bol vo valci nainštalovaný rovnomerne, bez skreslenia a zmerajte medzeru v zámke krúžku pomocou spáromeru.
Medzery v zámkoch krúžkov by mali byť nasledovné:
- 0,25–0,50 mm pre horné a spodné kompresné krúžky;
- 0,25–0,75 mm pre krúžok na stieranie oleja.
Poznámka. Aby ste krúžok namontovali bez skreslenia, presuňte ho hlboko do valca s piestom.
7. Zmerajte priemer valca v dvoch na seba kolmých rovinách (X - pozdĺž, Y - cez blok valcov) a tri pásy (A, B A IN), ako je znázornené na obr. 2. Na to je potrebné špeciálne zariadenie - strmeň. Menovité rozmery valcov sú uvedené v tabuľke. 1. Ovalita by nemala presiahnuť 0,015 mm, kužeľ - 0,01 mm. Ak je maximálna hodnota opotrebenia väčšia ako 0,2 mm alebo ovalita a kužeľ sú väčšie ako špecifikované hodnoty, vyvŕtajte valce na najbližší nadmerný rozmer piestov, pričom pre priemer honovania ponechajte toleranciu 0,03 mm. Potom honovanie valcov, udržiavanie takého priemeru, aby pri inštalácii piestu bola odhadovaná vôľa medzi ním a valcom 0,03–0,05 mm. Odstraňovanie porúch, vŕtanie a honovanie bloku by sa malo vykonávať v dielňach so špeciálnym vybavením.
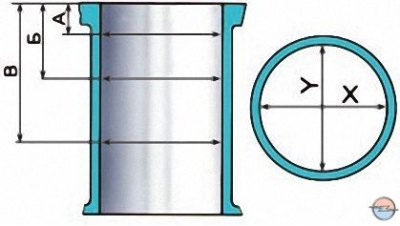
Ryža. 2. Schéma merania valca
Tab. 1. Rozmery valcov a piestov motora A16 XER
| Trieda | Priemer valca, mm | Priemer piestu, mm |
| Nominálne rozmery | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Veľkosť opravy | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Skontrolujte odchýlku od rovinnosti povrchu objímky bloku s hlavou bloku valcov. Pripevnite strmeň (alebo pravítko) na povrch:
- v pozdĺžnom a priečnom smere;
- pozdĺž uhlopriečok povrchu.
V každej polohe použite špáromer na určenie medzery medzi pravítkom a povrchom. Toto je odchýlka od rovinnosti. Ak je odchýlka väčšia ako 0,1 mm, vymeňte blok.
9. Skontrolujte vôle medzi piestami a valcami. Medzera určená rozdielom medzi nameranými priemermi valca a piesta by mala byť v rozsahu 0,03–0,05 mm.
Ak medzera nepresahuje maximálnu povolenú hodnotu, je možné zvoliť piesty z nasledujúcej triedy tak, aby bola medzera čo najbližšie k nominálnej hodnote. Ak medzera presahuje maximálnu povolenú hodnotu, vyvŕtajte valce a nainštalujte príliš veľké piesty.

Odmerajte priemer piesta vo vzdialenosti 19 mm od spodného okraja plášťa piesta v rovine kolmej na piestny čap.
10. Pri výmene dielov ojnice a skupiny piestov je potrebné vybrať piesty pre valce podľa triedy a jednu skupinu podľa hmotnosti, piestne čapy pre piesty podľa triedy a ojnice podľa hmotnosti. Ak chcete priradiť piesty k valcom, vypočítajte medzeru medzi nimi. Pre pohodlie pri výbere piestov pre valce sú rozdelené do dvoch tried v závislosti od priemerov (cez 0,05 mm): 00, 05 (pozri tabuľku. 1).
Náhradné diely sú dodávané s piestami nominálnej veľkosti dvoch tried a veľkosti opravy zvýšenej o 0,5 mm.
Pre piesty opravárenských rozmerov sú náhradné diely dodávané s krúžkami opravných rozmerov zväčšených o 0,5 mm.
11. Vymeňte prasknuté piestne čapy. Prst by mal ľahko vstúpiť do piestu silou palca. Vložte prst do piestu. Ak pri potrasení prstom pocítite vôľu, vymeňte piest. Pri výmene piestu zdvihnite prst pozdĺž medzery k nemu. Za týmto účelom zmerajte priemery otvorov v nálitkoch piestov..
12.... a priemer piestneho čapu. Medzeru vypočítajte ako rozdiel medzi priemermi otvorov a čapu. Vôľa medzi piestnym čapom a otvormi v pieste by mala byť 0,009–0,015 mm.
13. Vymeňte zlomené krúžky a expandér olejových krúžkov.
14. Ak sú tyče zdeformované, vymeňte ich.
15. Vymeňte ojnicu, ak pri demontáži motora zistíte, že sa ojničné ložiská otočili v ojnici.
Pozor! Spojovacie tyče sú spracované spolu s krytmi, takže sa nedajú demontovať.

16. Skontrolujte vložky. Ak sa na ich pracovnom povrchu zistia riziká, odieranie a delaminácia antifrikčnej vrstvy, vymeňte vložky za nové. Všetky ojničné ložiská sú identické a zameniteľné.

17. Mikrometrom zmerajte hrúbku ojničných ložísk (tab. 2).
Tab. 2. Parametre ojničných ložísk motora A16 XER
| Veľkosť slúchadiel | Hrúbka, mm | Farebné označenie | kód |
| Nominálny | 1,485–1,497 | – | 264 N |
| 1. oprava | 1,610–1,622 | Modrá | 265 A |
| 2. oprava | 1,735–1,747 | biely | 266 B |
Na koncovú plochu ojničných ložísk opravných rozmerov je aplikované farebné označenie..
... a kód sa aplikuje na nepracovný povrch všetkých vložiek.

18. Odmerajte mikrometrom priemer Dn ojničných čapov kľukového hriadeľa.
Priemery čapov ojnice kľukového hriadeľa sú uvedené v tabuľke. 3.
Tab. 3. Priemery ojničných čapov kľukových hriadeľov motora A16 XER
| Veľkosť krku | Priemer, mm | Farebné označenie |
| Nominálny | 42,971–42,987 | – |
| 1. oprava | 42,721–42,737 | Modrá |
| 2. oprava | 42,471–42,487 | biely |
19. Upevnite voľné listy v tyči a jej kryte, utiahnite skrutky upevnenia krytu na moment 25 Н·м a dôsledne utiahnite skrutky najskôr na 30°a potom na 15°.
20. Zmerajte priemer posuvným meradlom Dp ojničné ložisko na troch miestach po celej šírke plášťa a určte stredný priemer ojničného ložiska.
21. Vypočítajte vôľu ojničného ložiska ako rozdiel Dp A Dн. Prípustná vôľa ložiska ojnice je 0,019–0,071 mm.

Poznámka. Najpresnejšiu vôľu ojničného ložiska je možné určiť pomocou špeciálneho deformovateľného pásika zo syntetických vlákien Plastigage. Súprava Plastigage pozostáva zo sady niekoľkých pásikov a stupnice.

22. Ak chcete zmerať vôľu ojničného ložiska pomocou drôtu Plastigage, umiestnite kúsok drôtu na čap kľukového hriadeľa, namažte ojničné ložiská motorovým olejom a namontujte ojnicu na čap kľukového hriadeľa.
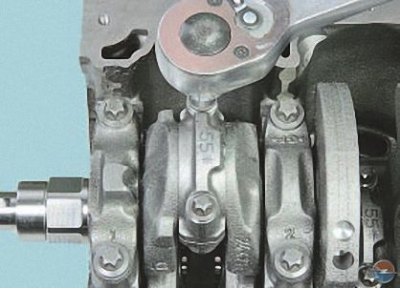
23. Utiahnite upevňovacie skrutky krytu na krútiaci moment 25 Nm a postupne skrutky utiahnite najskôr o 30°a potom o 15°. V tomto prípade sa ojnica nesmie otáčať vzhľadom na kľukový hriadeľ (ak sa merania vykonávajú na odstránenom hriadeli) alebo otáčajte kľukovým hriadeľom (ak je hriadeľ namontovaný v motore).
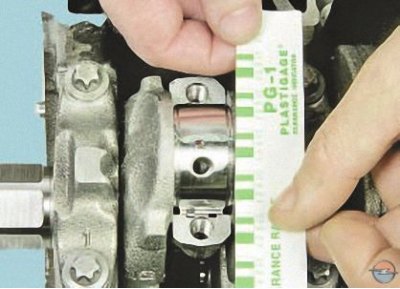
24. Odstráňte kryt ojnice a porovnajte šírku deformovaného drôtu s dielikmi stupnice. Hodnota každého dielika stupnice zodpovedá určitej vôli v ložisku.
Ak je skutočná vôľa menšia ako limit, môžete znovu použiť vložky, ktoré boli nainštalované.
Ak je medzera väčšia ako maximálne prípustné, môžete vložky na týchto hrdloch vymeniť za nové s menovitou hrúbkou vhodnej triedy.
Ak sú čapy kľukového hriadeľa opotrebované a brúsené na opravu, vymeňte vložky za opravné (zvýšená hrúbka).
Krčky sú brúsené, okrem prítomnosti bežného opotrebenia, ak majú zárezy a riziká, alebo ak sú oválnosť a kužeľ väčšie ako 0,005 mm.
25. Zmerajte hrúbku hlavných ložísk pomocou mikrometra (tab. 4).
Tab. 4. Parametre hlavných ložísk motora A16 XER
| Veľkosť slúchadiel | Hrúbka, mm | Farebné označenie | kód |
| 1., 2., 4. a 5. ložisko | |||
| Nominálny | 1,987–1,993 1,993–1,999 | hnedá zelená | 256 N 257 N |
| 1. oprava | 2,112–2,118 2,118–2,124 | Hnedá/modrá Zelená/modrá | 258 A 259 A |
| 2. oprava | 2,237–2,243 2,243–2,249 | Hnedá/Biela Zelená/Biela | 260 B 261 B |
| 3. ložisko | |||
| Nominálny | 1,987–1,993 1,993–1,999 | hnedá zelená | 859 N 860 N |
| 1. oprava | 2,112–2,118 2,118–2,124 | Hnedá/modrá Zelená/modrá | 861 A 862 A |
| 2. oprava | 2,237–2,243 2,243–2,249 | Hnedá/Biela Zelená/Biela | 863 B 864 B |

26. Zmerajte priemer mikrometrom Dн čapy kľukového hriadeľa (tab. 5). Skutočná vôľa medzi hlavnými ložiskovými panvami a hlavnými čapmi kľukového hriadeľa je určená metódami opísanými pre ojničné ložiská. Povolená vôľa hlavného ložiska kľukového hriadeľa je 0,005–0,059 mm.
Tab. 5. Priemery hlavných čapov kľukového hriadeľa motora A16 XER
| Veľkosť krku | Priemer, mm | Farebné označenie |
| Nominálny | 54,980–54,997 | Hnedá, zelená |
| 1. oprava | 54,730–54,747 | Hnedá, zelená |
| 2. oprava | 54,482–54,495 | Hnedá, zelená |
Ak je skutočná konštrukčná medzera menšia ako maximálna povolená, môžete opätovne použiť vložky, ktoré boli nainštalované.
Ak je medzera väčšia ako maximálne prípustné, môžete vložky na týchto hrdloch vymeniť za nové s menovitou hrúbkou vhodnej triedy.
Ak sú čapy kľukového hriadeľa opotrebované a brúsené na opravu, vymeňte vložky za opravné (zvýšená hrúbka).
Pozor! Pri prebrúsení ojnice a hlavných čapov kľukového hriadeľa na opravný rozmer je potrebné na prvé líce kľukového hriadeľa nalepiť príslušné razidlo, napr «W 0,25» A «K 0,25» resp.
Komentáre návštevníkov